全國服務咨詢熱線:
18861577951
18861577951

導語
你是否在激光加工、顯微成像或光學測量中,常常被“光斑邊緣的能量浪費"所困擾?普通的高斯激光雖然成本低、易獲取,卻會在光斑外圍產生低強度“翅膀",導致能量浪費、熱影響區擴大、加工精度下降。平頂(TopHat)激光則以恒定、均勻的照度分布打破這一局限,幫助你實現“更快、更精、零浪費"。今天我們就帶你快速了解平頂激光的核心優勢、適用場景以及如何輕松選型。

圖1:高斯光束會因兩方面造成能量浪費,一是存在高于應用所需閾值的多余能量,二是高斯光束外圍部分存在低于閾值的能量。平頂光束效率更高,因為它們能超過閾值,同時較大程度減少能量浪費。
一、平頂光束的本質——恒定照度的“光錐"
• 恒定照度:整個光束橫截面光強保持一致,沒有高斯光束的“翼部"。
• 能量利用率高:光能全部推到閾值以上,避免外緣低于閾值的浪費。
重點:在需要滿足特定閾值(如激光加工、非線性頻率轉換)的應用中,平頂光束能顯著提升工藝收率。
二、平頂光束的四大技術優勢
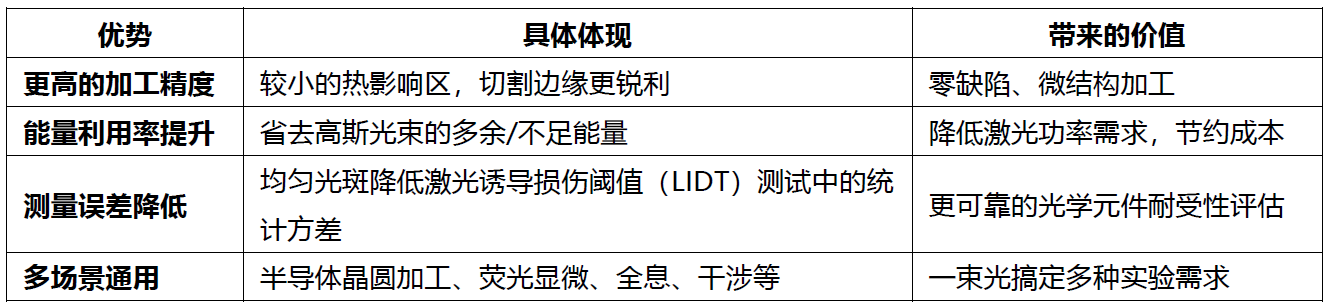
引用:平頂光束的缺口缺失,使得在高精度應用中誤差顯著降低。
三、選型指南——如何獲得理想的平頂光束?
1.評估平整因子 (F η)
公式: (ISO 13694)。
(ISO 13694)。
• F η ≈ 1 → 光束越接近平頂,均勻度越好。
2.常見實現方式



圖 2:使用 AdlOptica πShaper 平頂光束整形器 3,對入射高斯光束進行折射整形以獲得平頂輪廓

圖 3:入射高斯光束(左)與經過 AdlOptica πShaper 平頂光束整形器后出射的平頂光束(右)的實驗光強分布 3
3.成本與系統復雜度
• 折射式整形器 需要額外光學組件,增加系統體積與對準難度。
• 光闌方式 省錢但效率低,適合預算緊張的原型實驗。
四、實際案例——平頂光束的行業落地

這些真實場景說明:平頂光束不只是更好看,更是提升工藝可靠性的關鍵。

圖 4:AdlOptica Focal-πShaper Q 型平頂光束整形器可將入射高斯光束輪廓轉換為艾里斑輪廓,使其經過聚焦光學元件后形成平頂光束輪廓
五、快速上手——選購平頂光束整形器的要點
1.確定功率與波長:折射式元件對材料的透射波段有要求,需匹配激光波長。
2.檢查輸入光束尺寸:大多數整形器對輸入光束直徑有較佳范圍,超出會導致均勻度下降。
3.評估對準容差:折射式整形器對 XY 對準較敏感,系統設計時預留調節空間。
4.選取合適的輸出格式:有的整形器輸出準直平頂光束,適合遠距離傳輸;有的設計為聚焦后形成平頂焦點,適合微加工。
行動建議:在采購前可先聯系供應商獲取實驗數據或小樣測試,以確認所選方案滿足項目的均勻度與功率需求。
結語 & 行動號召
平頂激光憑借均勻照度、高效利用、精準加工的獨特優勢,正成為精工光學、微納加工以及精密測量領域的標配。無論你是實驗室科研人員還是工業生產工程師,只要選對光束整形器,就能把“光能浪費"從根源杜絕,讓每一束光都發揮較大價值。
• 閱讀原文:深入了解平頂光束的工作原理與案例。
• 預約技術顧問:獲取一對一方案推薦,快速落地平頂光束系統。
• 分享本篇:讓你的團隊也受益,提升項目成功率。
 掃一掃,關注微信
掃一掃,關注微信 當前位置:
當前位置: